
 Vietnamese
VietnameseTo control machining operations, it is necessary to usefunction keys on CNC machines. Understanding and using them fluently will help you save a lot of time setting up the machine. As well as making machine operation easier and faster.
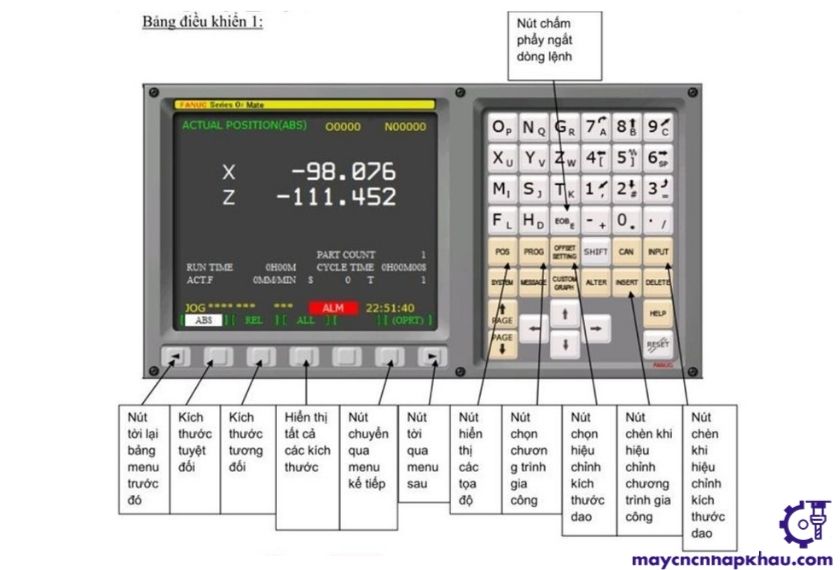
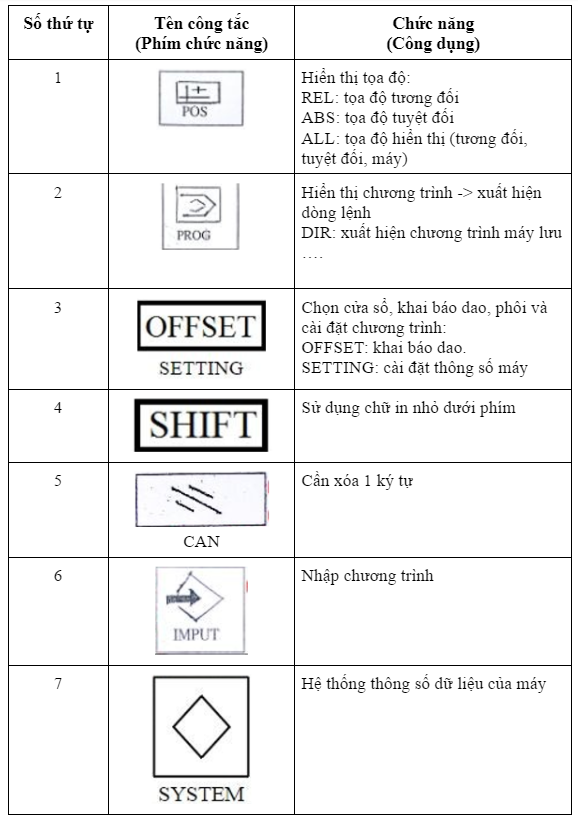
1. Function keys on the CNC machine use the Fanuc Oi Mate – MD control panel



2. Function keys on the CNC machine use the Fanuc Oi-Mate control panel
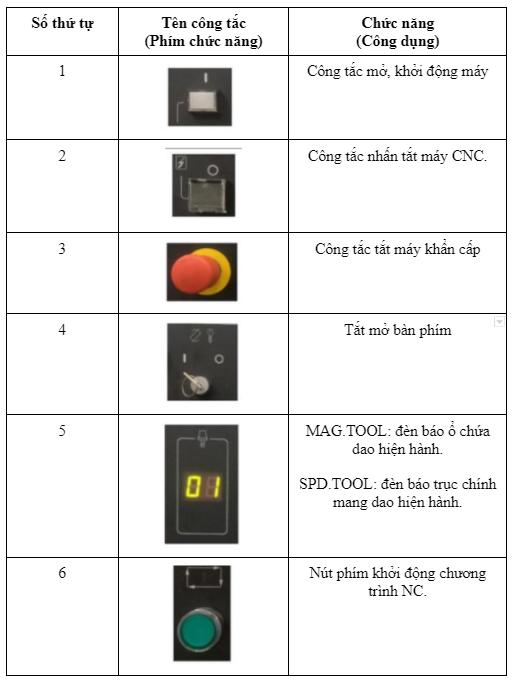
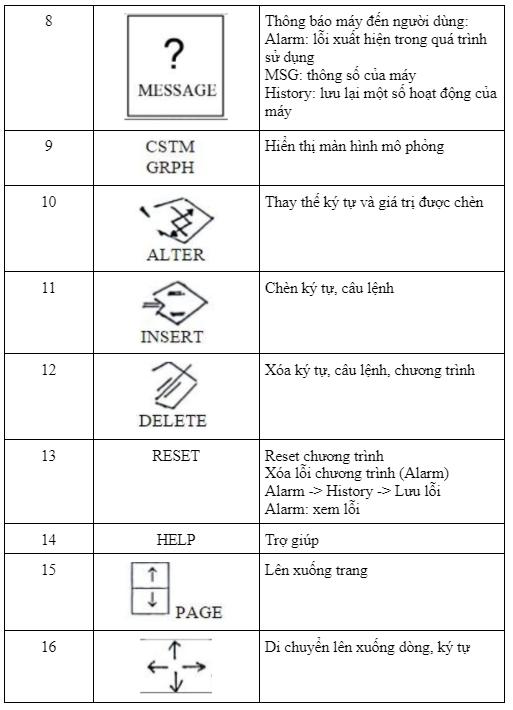
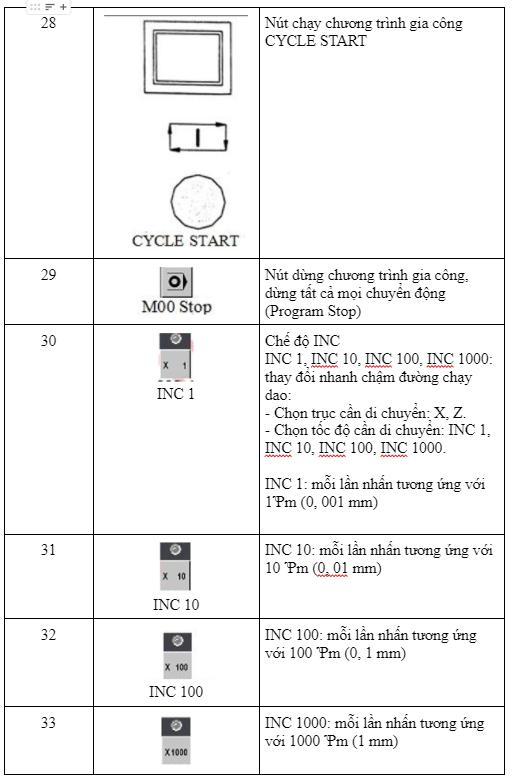
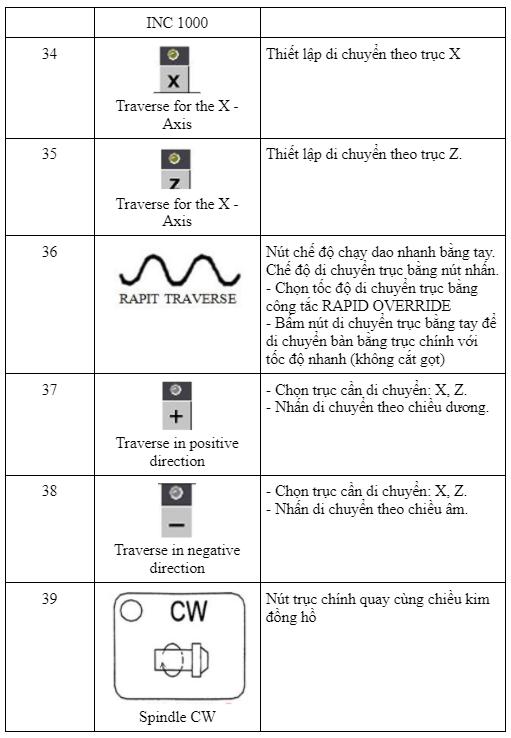
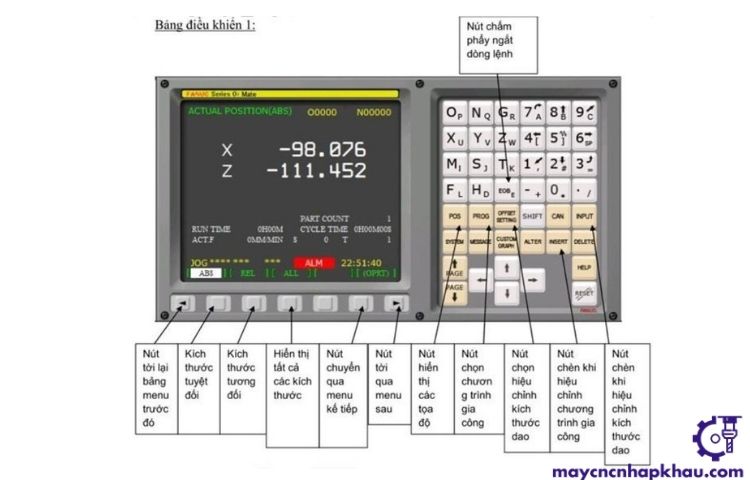
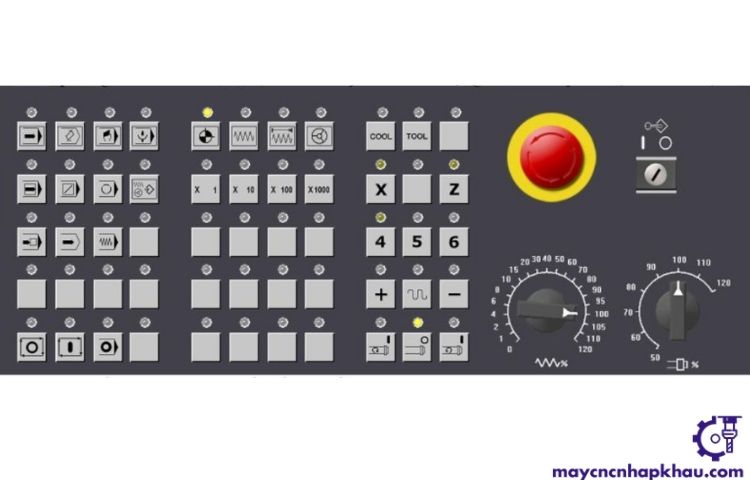
2.1. Control buttons
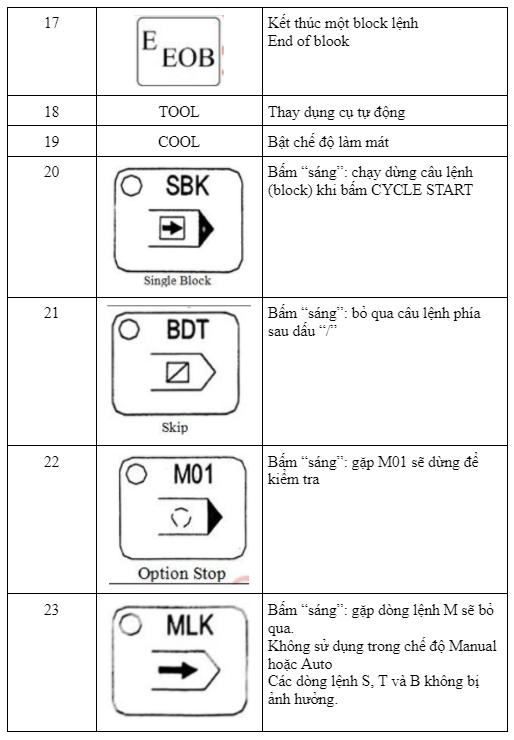
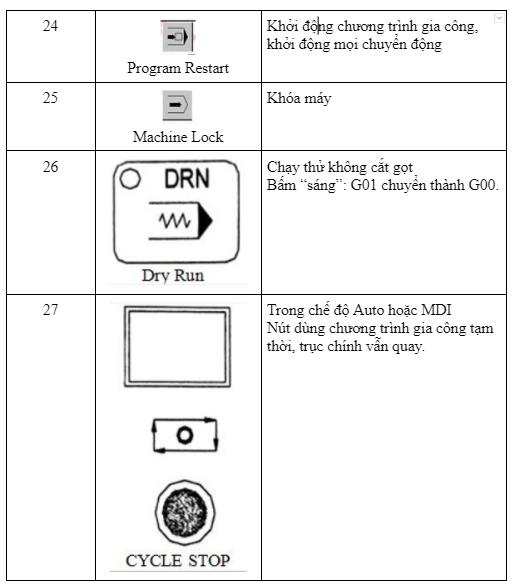
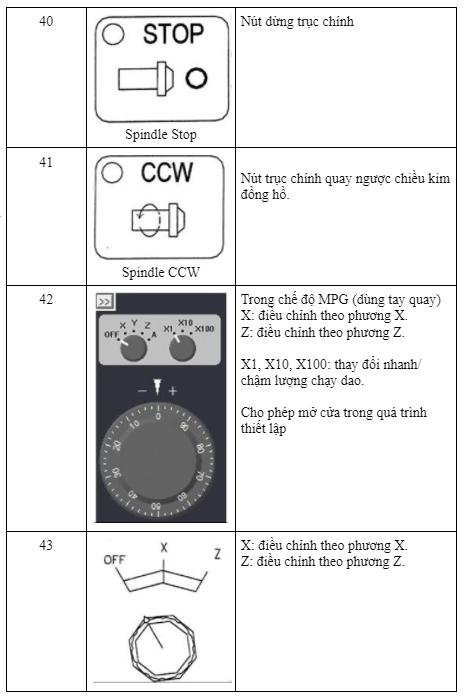
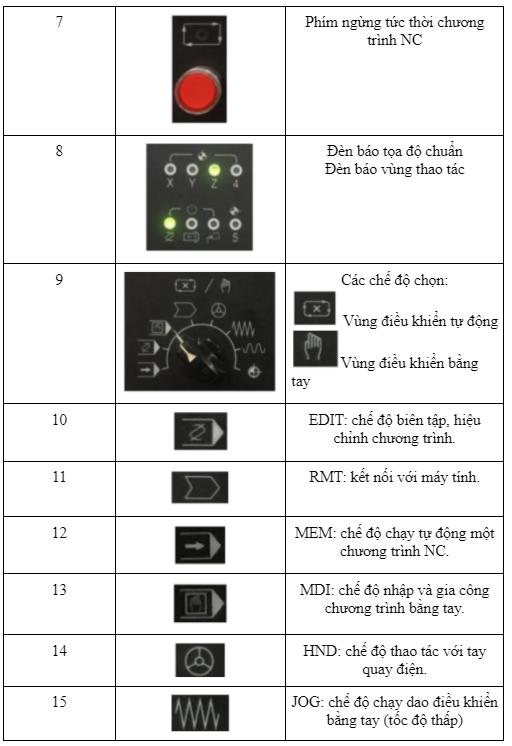
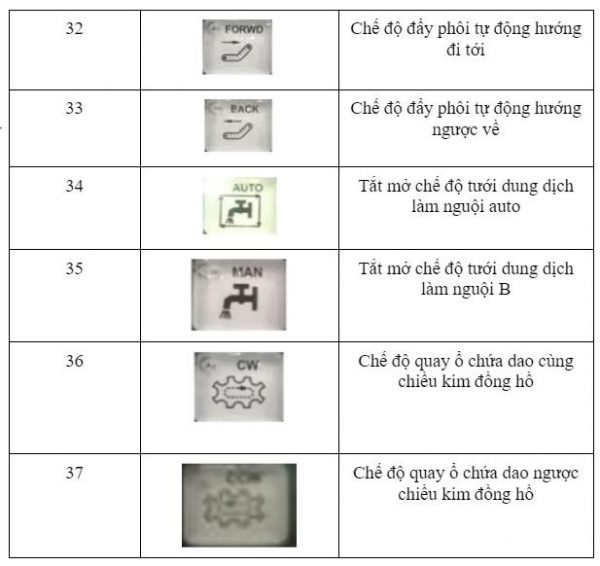
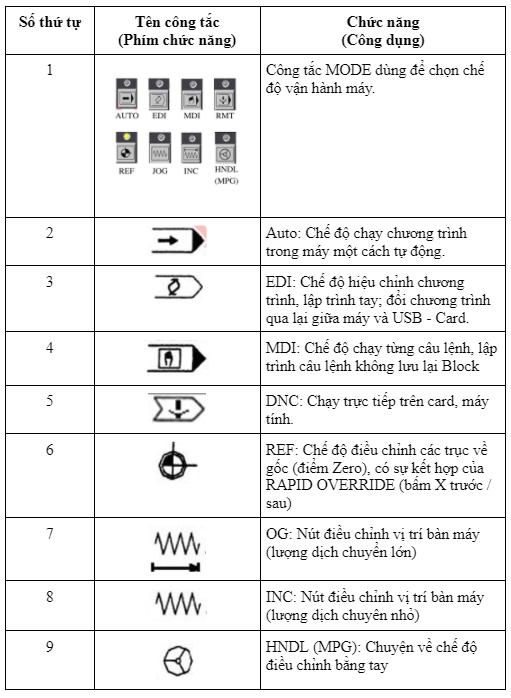
2.2. Operating conditions modes
3. Instructions for using function keys on the CNC lathe with integrated Fanuc Oi-Mate control panel
3.1. User manual for CNC lathe with integrated Fanuc Oi-Mate control panel
Step 1. Turn on the switch to turn on the machine.
Step 2. Select Mode selection to the REF position to adjust the machine’s standard coordinates, then press the Rapid button and the X, Y, Z buttons and then press the + and – buttons to move the machine table. At that time, the machine table and knife axis will automatically run to the machine’s reference point position.
Step 3. Select the knife by pressing the knife selection button.
Step 4. Choose the jig (should choose eto), workpiece size, coordinate position on the machine table, choose the zero coordinate origin point for the part (should be chosen so that the red coordinate system is in the upper left corner of the part, right corner of the part). ).
Step 5. After fixing the part, select the tool, origin 0 for the part, close the machine door (by pressing the machine door close button).
Step 6. Select Mode selection to the Edit position to adjust the parameters.
Step 7. Next, select the offset setting button to select the tool length and tool diameter compensation mode.
Step 8. Select the Prog button to select the machining program.
Step 9. Next, select the offset setting button to select the zero point for the program (should coincide with the machine’s zero point).
Step 10. After completing the adjustment, select Mode selection to the Auto position and press the Cycle Start button, the machine will run the program automatically; Or go to the MDI position and press the cycle start button, the machine will run each command line one by one.
To control the CNC milling machine, you adjust the buttons similar to the steps above.
3.2. Instructions for setting up a CNC lathe with integrated Fanuc Oi-Mate control panel
How to adjust the zero point of the detail
After placing the part, we select the workpiece coordinate setting knob (located on the left vertical bar of the screen), select stock size location and then adjust the origin of the red image coordinates on the screen to
The rightmost middle point of the detail, we now have the 0 point of the detail. 2. How to adjust the zero point of the program to coincide with the zero point of the part.
After selecting the machining program, select Mode selection in Edit mode, then select the offset setting button in table 1, select the white button located right below the word Work and press the arrow keys to move the cursor to the right position. X, Y, Z position to adjust. We have a screen like this:

How to adjust knife length
Normally, the standard point of the program is calculated from the tool holder, so when attaching the tool, we must compensate for the tool length. For different tools with different lengths, we must enter different length compensation positions.
Go to Offset settings, select the white button below the word Offset and then select the tool offset size in different positions. Geo is the length offset, Wear is the tool tolerance offset.
Wear button to adjust the tool tolerance – Geo to adjust the tool length – X and Z are corrections in the X and Z axis directions respectively. R is the tool radius compensation. T is the serial number of the tool located on the tool.

How to adjust the machine table position
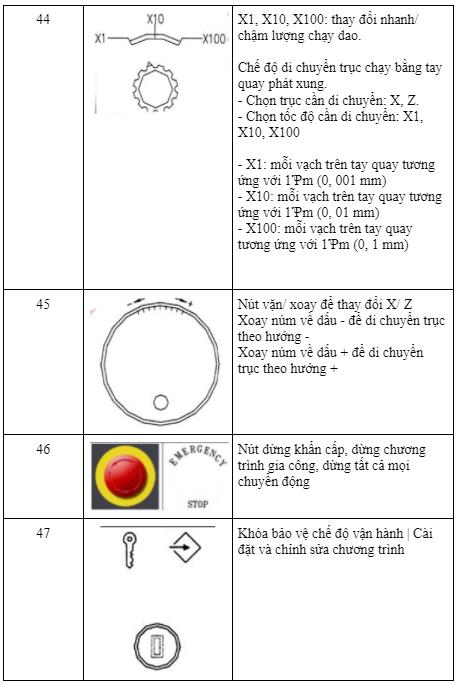
After being in Jog mode (fast movement) or INC mode (slow movement), if you want to move the X axis, select the knob with the letter X, it will light up, select the – or + knob to move. switch to both sides.
The X1 buttons move 1mm, meaning that once you press the letter X it will move 1mm, similar to the X10, X100, X1000 buttons. If you want to move quickly, select the Rapid button between the letters X, Y, Z. These buttons only work with slow movement, which is INC mode.
How to adjust the axes to the machine’s standard point
Select the Ref position, then select the X, Y and Z buttons respectively, the axes will automatically run to the machine’s standard point.